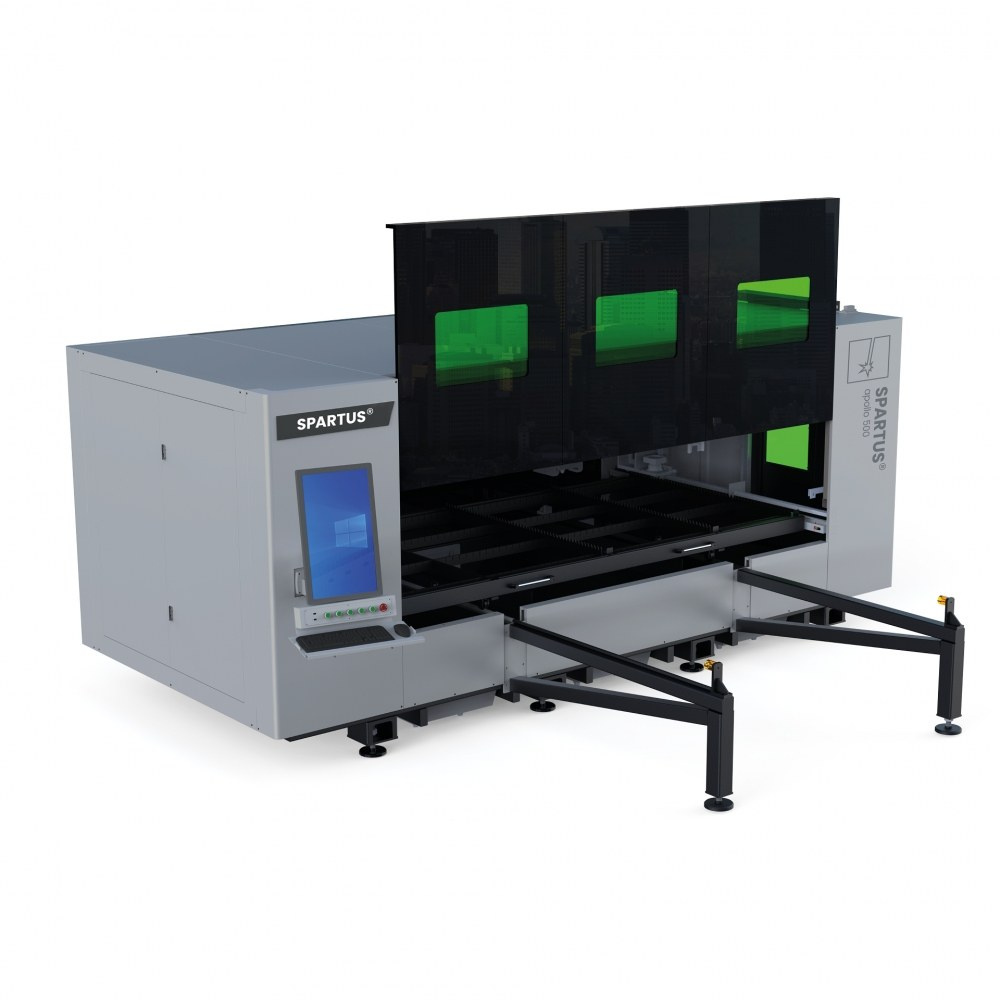
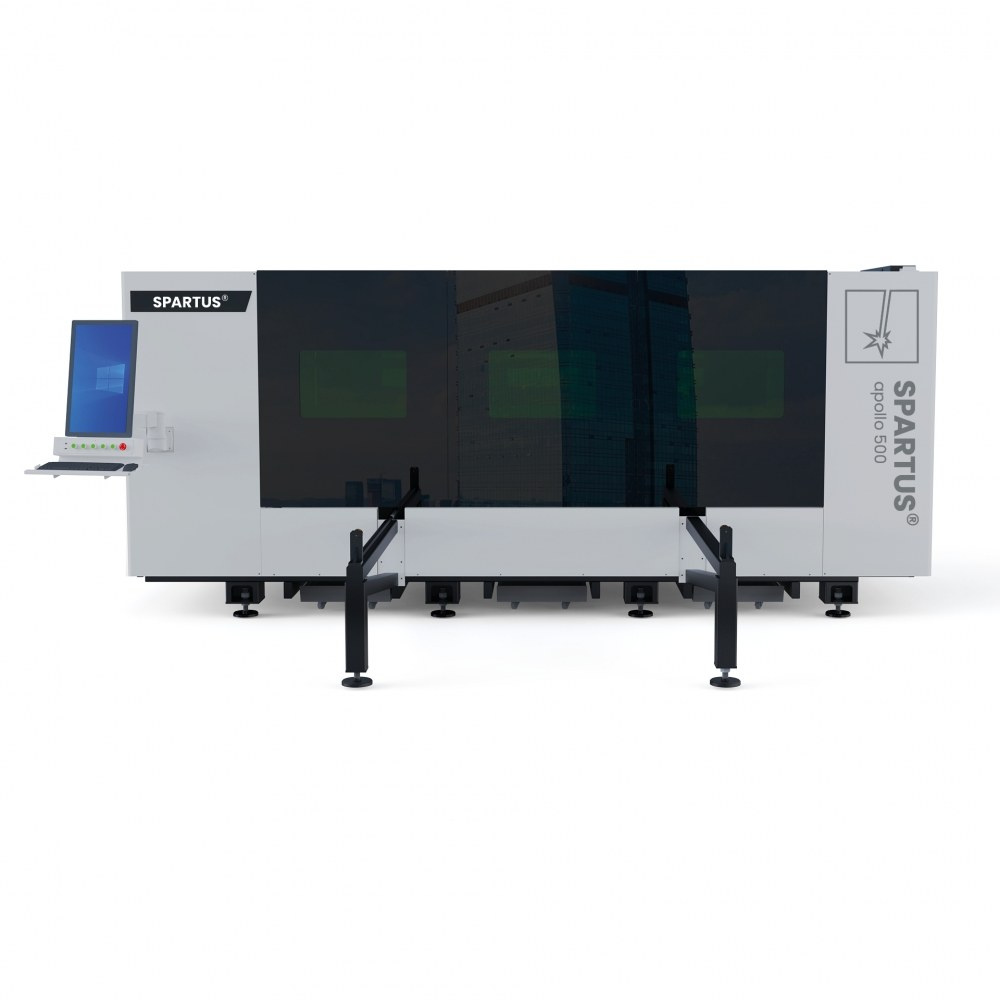
Wycinarka laserowa 3000W Spartus Apollo 500

Rozmiar
Do pobrania
Napisz swoją opinię
Leasing
Sfinansuj wszystko w Ratach dla Firm w 7 minut!
Content
Raty
Sfinansuj wszystko w Ratach dla Firm w 7 minut!
Content
Dane kupującegoAdres będzie na potwierdzeniu zakupu
Tel. odbiorcy:
Chcę otrzymać fakturę
Adres na fakturzeNIP:
ZmieńPłatność
Dostawa
Wartość zamówienia:
Rabat:
Koszt płatności:
Koszt przesyłki:
Koszt ubezpieczenia:
Opłacone z salda:
(nadpłaty na koncie klienta)
(nadpłaty na koncie klienta)
Do zapłaty
Zapoznałem się z moim prawem do odstąpienia od umowy
Wyrażam zgodę i proszę zarazem o spełnienie świadczenia przed upływem terminu do odstąpienia od umowy. Jestem świadomy/a, że udzielając niniejszej zgody tracę moje prawo do odstąpienia od umowy wraz z momentem rozpoczęcia świadczenia
Wyrażam zgodę i proszę zarazem o rozpoczęcie świadczenia usługi przed upływem terminu do odstąpienia od umowy. Jestem świadomy/a, że w przypadku pełnego wykonania usługi tracę moje prawo do odstąpienia od umowy
Do zapłaty
Pokaż wszystkie
Dostawa
Tel. odbiorcy:
EdytujZakupy w naszym sklepie są bezpieczne
Korzystaj z łatwego i automatycznego uzupełniania danych zakupowych w ramach usługi Smile, które obsługuje firma IAI S.A dla sklepów na IdoSell. Wyrażoną zgodę możesz w każdym czasie wycofać.Zapoznaj się z polityką prywatności.
lub
Jeżeli posiadasz u nas konto podaj loginPodaj numer telefonu lub adres e-mail, aby rozpocząć.
Automatyczne logowanie biometryczne
Korzystaj z łatwego i automatycznego uzupełniania danych zakupowych w ramach usługi Smile, które obsługuje firma IAI S.A dla sklepów na IdoSell. Wyrażoną zgodę możesz w każdym czasie wycofać.Zapoznaj się z polityką prywatności.
Zakupy w naszym sklepie są bezpieczne
Weryfikacja numeru telefonu i adresu e-mail pozwala nam chronić Twoje konto. Dzięki temu dbamy o bezpieczeństwo Twoich danych i prywatność.


Wysłaliśmy na numer 6-cyfrowy kod. Dotrze do Ciebie za kilkanaście sekund.Wysłaliśmy na adres e-mail 6-cyfrowy kod. Dotrze do Ciebie za kilkanaście sekund.
Zmień numer telefonu lub e-mail